Сборник материалов по производству изделий ширпотреба из дерева [Текст]. — Москва : Гизместпром, 1945 (тип. «Кр. звезда»). — 56 с., включ. 1 с. обл., без тит. л. : ил., черт.; 28 см. — (В помощь работникам районной промышленности/ Нар. ком. местной пром-сти РСФСР).
П. Мясоедов
1945 год
Крокет
Комплект крокета состоит из 8 шаров, 8 бит, 10 ворот, 2 колышков и 1 молотка для забивки колышков и ворот.
В зависимости от размера шаров и бит различают три номера крокета:
№ 1. Диаметр шаров 85 мм; длина бит 650 мм.
№ 2. Диаметр шаров 95 мм; длина бит 800 мм.
№ 3. Диаметр шаров 105 мм; длина бит 950 мм.
Технические условия
Шары крокета, биты, молотки и колышки изготовляют из березы; ворота — из стальной проволоки, а ящик— из сосны или ели.
Древесина, предназначаемая для изготовления деталей крокета, должна быть вполне здоровой, без трещин, гнили, червоточин и проростей. Допускаются здоровые, вполне сросшиеся с древесиной сучья: диаметром до 5 мм в количестве не более одного сучка на каждом бойке, диаметром до 10 мм в количестве не более трех на каждой из стенок и переборок ящика. Сучки не должны выходить на ребра стенок и места соединений. В стенках ящика допускается заделка сучков деревянными пробками. Влажность древесины шаров и бит не должна быть выше 10—15%, а деталей ящика не более 15—20%.
Детали крокета должны быть правильной формы. Поверхности шаров, бит, молотков и колышков должны быть ровными и чистыми, без отколов, задиров, выхватов, забоин, заусенцев и следов от режущих инструментов.
Торцы бойка молотка и один торец бойка биты должны быть перпендикулярными к оси бойка. Другой торец бойка биты должен иметь сферическую форму. Концы ручек и верхние концы колышков должны быть закруглены. Пояски, нанесенные краской на ручках бит и на шарах, должны быть одинаковой ширины и расположены на одинаковом расстоянии друг от Друга.
Стенки ящика должны быть соединены на шипах, посаженных па клею. Соединения в ящике должны быть плотными, а поверхности ящика ровными и чистыми, без отколов, отщепов, выхватов и заусенцев. Ребра стенок ящика должны быть закруглены.
Шары, биты, молотки и колышки должны быть тщательно отшлифованы и покрыты светлым лаком. Ворота и крючки ящика покрываются черным лаком или масляной краской. Пояски на шарах, ручках бит и колышках должны быть нанесены па одной половине комплекта краской красного цвета, а на другой половине — черного цвета. Покрытие лаком и краской должно быть ровным, без пропусков, штрихов и подтеков. ворот. Комплект крокета укладывается в плотный ящик.
На каждой детали крокета должны быть поставлены марка и сорт. Марку наносят на деревянных деталях крокета способом декалькомании, выжигания или же путем клеймения металлическим клеймом.
Технологический процесс изготовления крокета
Изготовление шаров. Технологический процесс изготовления шаров (рис. 1) состоит из следующих операций:
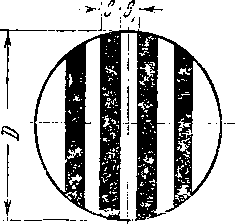
Рис. 1. Шар для крокета
- заготовка брусков;
- сушка брусков;
- сортировка брусков;
- распиливание брусков на шашки;
- вытачивание из шашек шаров;
- шлифовка шаров;
- нанесение полос;
- лакировка шаров.
Размеры в мм
| D | 85 | 95 | 105 |
| b | 8 | 9 | 10 |
| b1 | 8 | 9 | 10 |
Заготовка брусков. В зависимости от номера изготовляемого крокета заготовляют березовые бруски сечением 95 X 95, 105 X Ю5 или 115X115 мм. Длина брусков от 230 мм и выше.
Для получения брусков можно использовать отходы производства в виде торцовых обрезков толстых досок и брусьев, из которых выпиливают шашки длиной от 125 мм и выше. Бруски могут быть склеены из нескольких частей. Для получения таких брусков заготавливают сухие планки, которые прострагивают на рейсмусе, после чего из них склеивают блоки, из которых затем нарезаются бруски требуемого размера. Блоки надлежит склеивать казеиновым клеем (ОСТ 49-40).
Сушка брусков. Березовые бруски неклееные должны быть высушены до требуемой влажности. При сушке необходимо соблюдать меры предосторожности, чтобы предупредить появление в брусках трещин. К таким мероприятиям относятся: обмазка торцов брусков замазкой и укладка брусков с защитой торцов путем устройства в штабелях пазух.
Сортировка брусков. Высушенные бруски сортируют по качеству древесины. При сортировке отмечают дефектные места, подлежащие удалению.
Распиливание брусков на шашки. После сортировки бруски на торцовой пиле разрезают на шашки такой длины, чтобы из одной шашки получалось два шара. При распиливании брусков одновременно удаляют из них дефектные места.
Вытачивание шаров. Из нарезанных шашек на токарном станке из каждой шашки вытачивают по 2 шара. Чтобы избежать отколов, отщепов и задиров, шашки перед обработкой следует в течение 3—4 часов увлажнять водой.
Шлифовка шаров. Шары шлифуют во вращающемся барабане или же на токарном станке. При шлифовке в барабанах дополнительно требуется ручная шлифовка наждачной шкуркой.
Нанесение полос. На каждом шаре должны быть нанесены краской полосы. Эту операцию можно выполнить вручную или на токарном станке. Однако загружать токарный станок указанной операцией не целесообразно. Поэтому следует изготовить для этой цели простой станок со шпинделем, снабженным зажимным патроном для шаров.
Лакировка шаров. Отшлифованные шары покрывают светлым лаком путем окунания их в ванну с лаком. При этом способе нанесения покрытия необходимо дополнительно подправлять места нанесения с затеками и отливами.
Изготовление бит. Крокетная бита (рис. 2) состоит из бойка и ручки. Для изготовления бойков нарезают бруски соответственно номерам крокета сечением 70X70, 80X80 или 85X85 мм.
Бруски высушивают до требуемой влажности и сортируют по качеству древесины, а затем на токарном станке их обтачивают, придавая бруску форму бойка биты. Обточенную многократную заготовку для бит разрезают на отдельные заготовки. Один из торцов обтачивают на токарном станке, придавая ему сферическую поверхности.
После этого сверлят отверстие под ручку биты. Поверхности биты шлифуют на токарном станке непосредственно после обточки.
Для изготовления ручек бит нарезают бруски сечением 30X30 мм и длиной 645, 795 или 945 мм. Бруски после сушки сортируют по качеству древесины, а затем из них на круглопалочном станке, или при отсутствии его, на токарном станке, вытачивают ручки для бит. Один конец ручки закругляют на спицовочном. станке. Поверхности ручек шлифуют и наносят на них полосы масляной краской.
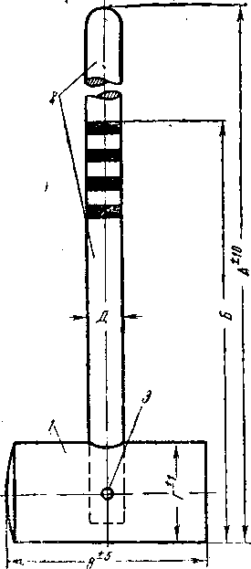
Рис. 2. Бита для крокета
1- боек; 2- ручка; 3- нагель
8 X 75 мм
| А | 650 | 800 | 950 |
| Б | 265 | 135 | 150 |
| В | 120 | 135 | 150 |
| Г | 60 | 70 | 75 |
| Д | 22 | 22 | 25 |
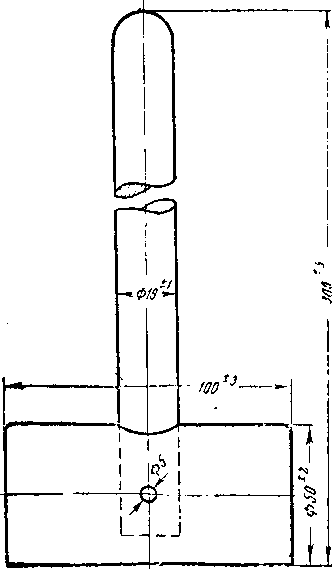
Рис. 3. Молоток для крокета
Изготовление молотков. Молотки (рис. 3) изготовляют таким же способом, как и биты, с той только разницей, что операция обтачивания одного из торцов по сферической поверхности отсутствует.
Следующей операцией является насаживание бойка на ручку с забивкой нагеля. Собранную биту покрывают лаком путем окунки или нанося лак тампоном.
Изготовление колышков (рис. 4) состоит из следующих операций:
1) нарезание брусков сечением 25X25 мм и длиной 300 мм;
2) сушка брусков;
3) сортировка брусков;
4) обтачивание -колышков па токарном станке; 5) шлифовка;
6) лакировка.
Ворота (рис. 5) изготовляют из сталистой проволоки и покрывают черным лаком. Для ворот требуется кусок проволоки длиной 790 мм.
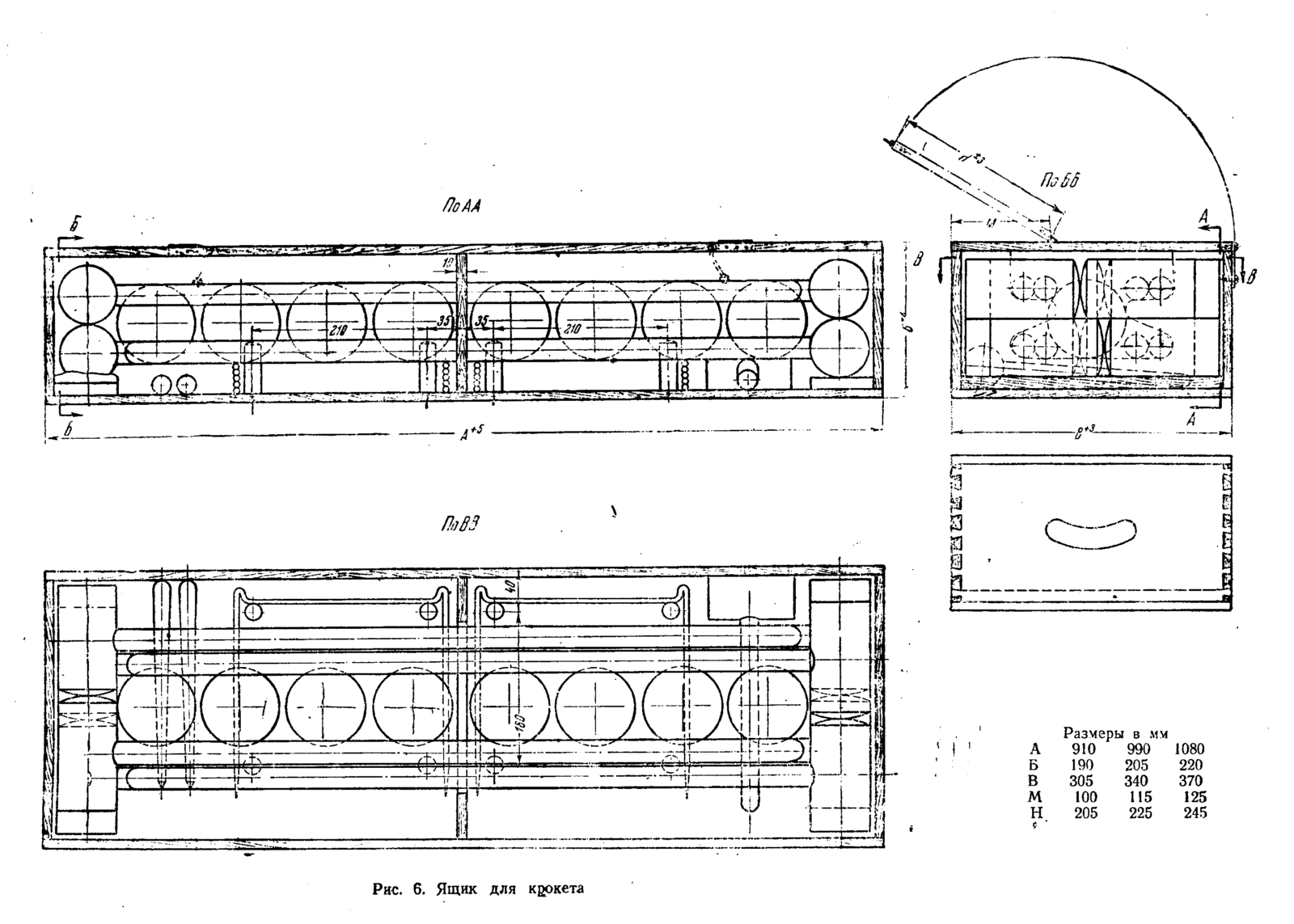
Комплектование. Изготовленные детали крокета подбирают в комплект, после чего маркируют и укладывают их в ящики (рис. 6).
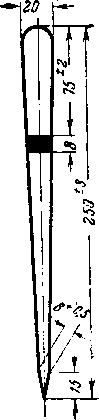
Рис. 4. Колышек для крокета
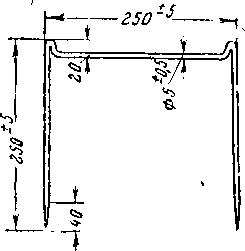
Рис. 5. Ворота